微凹輥涂布技術
微凹輥涂布方式的開發是基于市場對于薄層涂布均勻需求的提高。這種新的涂布方式機構簡單,工藝重復性好并且可靠。
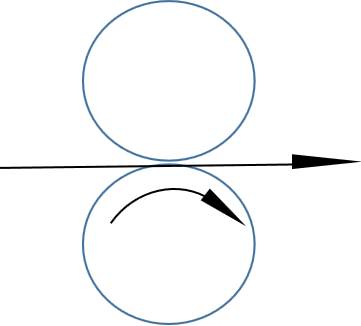
微凹輥涂布采用吻涂的方式,而普通凹版涂布基本上都有背輥,背輥的作用是使基材與凹版輥更好的接觸,使涂布液更多的轉移。但是由于背輥產生了壓力,當壓力不當時,基材容易產生皺紋等問題,從而產生涂布不均勻現象。微凹版涂布使用吻涂,一些潛在的問題就沒有了。

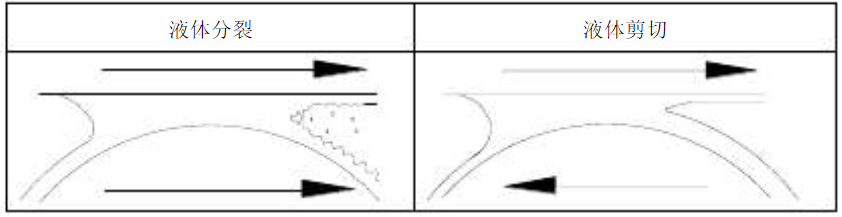
-正涂逆涂對涂布效果的影響-
正向涂布時,液體一部分涂在基材上,一部分留在輥子上,液體被分裂,中間產生拉絲和小液滴,涂布表面變得不均勻。
逆向涂布時,由于輥子和基材的運動方向不同,會產生剪切力,不會產生拉絲和小液滴,表面更均勻。
☆
-微凹輥的應用-
1.鋰電池隔膜及極片的涂布:早期主要使用φ50mm的微凹輥,目前普遍使用φ80-100mm的微凹輥,而上海村田占據鋰電池隔膜涂布行業70%份額。
2.離型膜:離型膜尤其是光學級別的離型膜,主要應用φ50mm的微凹輥。
3.光學膜:光學膜涉及范圍較廣,應用微凹輥案例較多,目前主流使用韓國的鍍鉻微凹輥和村田的陶瓷微凹輥。
4.其他行業:ITO、電化鋁等行業均有少量應用微凹輥的案例。
☆
-涂料及基材對涂布量的影響-
1.速比對涂布量的影響:速比是影響涂布量的最大因素,隨著速比的上升,涂布厚度也逐漸上升。在大約速比為 2 時,達到了最大值,然后隨速比增加而下降。在速比 0.6~1 的階段,涂布厚度上升比較快,但是在現場中,涂層出現了條紋等問題。

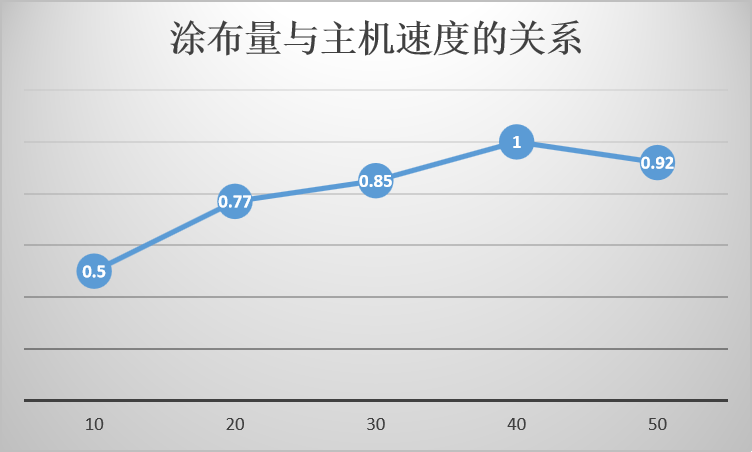
2.主機速度對涂布量的影響:主機速度是影響涂布量的第二大因素,隨主機速度的上升,涂布厚度也隨之上升,40m/min 時達到最大值,隨后緩慢下降。
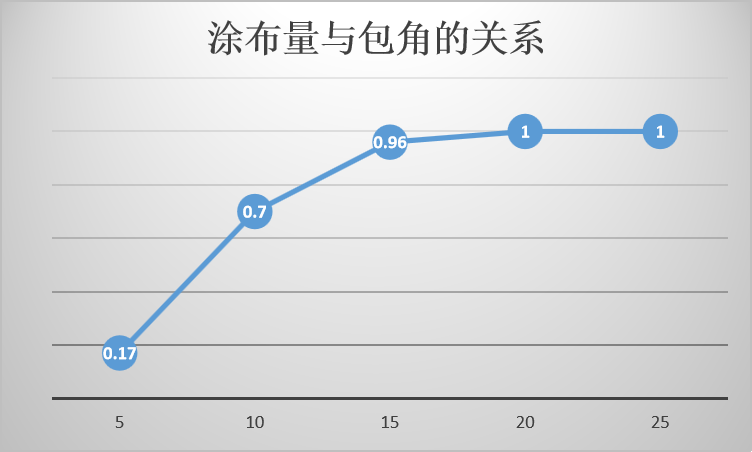
3.包角對涂布量的影響:適當的包角是涂布量穩定的重要因素,隨包角的增大,涂布厚度有遞增的趨勢。在 5°到 15°之間,涂布厚度變化較快,在 15°到 25°度之間,涂布厚度變化緩慢。
4.刮刀壓力對涂布量的影響:在刮刀壓力較小的情況下,涂布厚度較大。增加刮刀壓力,使得涂布厚度快速減小。隨后從 1kg 到 4kg,涂布厚度比較穩定。但是從現場來看,刮刀壓力過大時,刮刀會出現輕微變形,導致涂布不均勻。

☆
-影響微凹輥涂布效果的因素-

村田微凹輥網穴圖

某品牌微凹輥網穴圖
網墻的粗細及網墻面頂部的平整度將影響涂布的最終膜面效果,村田在實際生產中,網墻網口比最高做到1:8,網墻頂面的高差控制在0.5um以內。
☆
-微凹輥涂布的肥邊現象-
微凹輥涂布中,常常會出現,在橫向上涂層厚度不均,體現為操作側涂布量較大,傳動側涂布量較小,使產品的次品率上升。
涂布液的粘度越小,涂布速度越高,肥邊現象月嚴重,而蜂巢型基本不會出現這種問題。
1.肥邊螺旋推進說:斜線型網穴在網紋輥上一般呈45°角排列,輥筒可以看成是螺紋非常細的螺桿,當螺桿轉動時,會推動涂布液順著網穴流動,向一段匯聚,造成肥邊現象。該說法很好解釋了蜂巢型無肥邊現象的原因。
2.肥邊振動說:微凹輥的操作側的振動,顯著大于傳動側,導致兩次的涂布量不同。該理論與大部分案例操作側涂布量大于傳動側相符,但是暫時無法解釋蜂巢型無肥邊的現象。

☆
-微凹輥刮刀-
微凹輥的刮刀和大部分傳統網紋輥工藝的刮刀是非常不同的。主要的差異是刮刀的柔韌性及刮刀和微凹輥的接觸角度。 相比于傳統網紋輥的刮刀,微凹輥的刮刀應該選擇更薄的厚度和韌性更強的材料。刮刀壓在微凹輥上壓力應該盡量輕。 刮刀與微凹輥的接觸角度與傳統網紋輥比,更陡。傳統網紋輥的接觸角度如果沿接觸點畫延長線的話應該是差不多經過輥筒的中心線,而刮刀與微凹輥的接觸角度差不多是輥筒的切線角度。因為如果微凹輥與刮刀的角度處于非切線的位置時,刮刀的磨損會非常嚴重和迅速,輥筒和刮刀的壽命都會因此減少很多。
☆
-微凹輥涂布量的微調整方法-
在微凹輥涂布工藝中,基材的速度與涂布輥筒的速度的比值,對于涂布厚度的影響至關重要。隨著輥筒轉速的加快,在一定的范圍內,涂布量會逐步地增加,等達到一定的峰值,又會呈現下降的趨勢,整個曲線如同鐘形,而并非會一直增加。
通常來講,輥筒的轉速比最低應該高于60%,不然可能帶不上足夠多的膠水,100%-130%是一個比較常規且比較穩定的設置,130%-200%的設置范圍內,轉速比越往上,涂布量越高,當超過200%時,涂布量反而開始下降,并且變得不穩定。
盡管微凹輥上的孔穴設計是決定涂布量的關鍵參數,上面的孔穴定了涂布量,這種涂布方式性價比極具下降。但是這個時候你可以通過調轉速比,從另外一個角度又給涂布量的變化提供了一種可能,通常來說,這個可調的窗口為+/-10%或者更多一些,比方說你買的輥的標準涂布量是50um,那通過轉速比的調整你可以涂45-55um的厚度,并且可以保證并不影響涂布質量。